
Сегодня об искусственном интеллекте (ИИ) не говорит только ленивый, и на фоне повального увлечения популярными приложениями возникает вопрос: применим ли ИИ в какой‑либо форме к лёгкой промышленности, к технологиям получения исконных материалов, например к прядению?

Разберёмся в понятиях
Согласно Толковому словарю по искусственному интеллекту (Аверкин А. Н. и др. — М.: Радио и связь, 1992), искусственным интеллектом называют научное направление, в рамках которого ставятся и решаются задачи аппаратного или программного моделирования тех видов человеческой деятельности, которые традиционно считаются интеллектуальными.
Чтобы определить содержание ИИ, я бы использовал следующие ключевые признаки:
1. Наличие большого количества элементов (нейронов), каждый из которых выполняет свою заданную простейшую логическую операцию и генерирует исходя из этого простые сигналы на выходе (например, 0 или 1).
2. Наличие организованной структуры нейронов, связанных между собой тем или иным образом (нейронная сеть).
3. Наличие верхнеуровневой задачи (целевой функции), под которую настраивается или обучается нейронная сеть. Топологии нейронных сетей могут быть самыми затейливыми, например иметь множество последовательных или параллельных слоёв, содержать обратную связь, быть жёстко заданными или способными к изменению на основе накапливаемой информации.
Специалисты различают сильный ИИ и слабый ИИ. В первом случае речь идёт об искусственной системе, которая способна мыслить и осознавать себя как отдельную личность, в частности понимать собственные мысли. Аналогом сильного ИИ является высшая нервная деятельность человека, и до его реального воплощения очень далеко. Впрочем, создание сильного ИИ не противоречит законам природы, однако проблема заключается в том, что помимо этических проблем общие затраты энергии на достижение этой цели ещё никто не подсчитал и, скорее всего, освоенных запасов энергоносителей на земном шаре для этого не хватит. Пользуясь аналогией с высшей нервной деятельностью, можно отметить, что головной мозг, занимая всего 2% массы тела, потребляет 20% всей энергии, поступающей человеку извне. Текущие оценки энергозатрат на поддержание работоспособности и тренировку всего лишь одной из систем второй разновидности (слабого ИИ) на примере GPT-3 от Open AI в 2021 году составляют 1,287 ГВт·ч. Google в свою очередь тратит на разработку и поддержание ИИ от 10 до 15% своего общего потребления энергии, которое в 2021 году составляло 18,3 ТВт·ч. При этом не указано, какая доля приходится на дата-центры, без которых ИИ в современном виде работать не будет.
Приложения слабого ИИ прочно вошли в нашу жизнь и используются для решения какой‑либо одной интеллектуальной задачи или их ограниченного множества. Сферы применения весьма разнообразны и варьируются от развлечений и творений креативного жанра до решения проблем безопасности и здравоохранения. В привычном нам обиходе решаются такие задачи, как игра в шахматы или го, семантический поиск, распознавание текста, речи, образов, потокового видео, а также генерация или синтез различных семантических конструкций, включая текст, речь, изображения, музыку, прогноз погоды. Отдельно от ИИ следует выделить решения по цифровизации множества деловых функций и бытовых процессов.
Алгоритмы прядения
Теперь рассмотрим конкретные задачи, которые сопутствуют работе технологов прядильного производства, и некоторые подходы к их решению.
Основную долю затрат в прядильном производстве составляет стоимость сырья. Сырьё же играет определяющую роль в формировании качества выпускаемой пряжи и будущих текстильных изделий, поэтому очень важно подбирать состав сырья, ежедневно запускаемого в производство (сортировку), которое будет обладать оптимальным сочетанием показателей качества и наименьшей стоимостью. Как правило, решение о подборе сырья в сортировку обосновывает инженер-классификатор. Сложность указанной задачи заключается в многовариантности её решения.
Внесём некоторые количественные параметры для описания производственной ситуации. Хлопковое волокно поступает в прядильное производство партиями по 45‑55 т в кипах массой по 200‑220 кг. Любой квалифицированный технолог знает, что о качестве продукции и стабильности технологического процесса можно говорить, если на складе имеется как минимум 30‑дневный запас хлопка. При ежедневной производительности производства в 16 т количество кип, находящихся на складе, можно оценить в диапазоне 2100‑2400, а число партий, имеющих различный уровень качества — 35‑40.
Качество хлопковых волокон определяется набором стандартных показателей:
· удельная разрывная нагрузка хлопковых волокон Рув, сН / текс;
· верхняя средняя длина хлопковых волокон Lв, мм;
· доля коротких волокон Дкор, %;
· линейная плотность хлопковых волокон Тв, текс;
· коэффициент зрелости хлопковых волокон Z;
· доля сорных примесей в волокне δсор, %.
Предположим, что одномоментно в сортировку необходимо отобрать и запустить в производство 40 кип. Отбор кип необходимо вести не из одной партии, а из восьми разных партий, чтобы обеспечить однородность характеристик качества в следующих друг за другом сортировках.
Оценим количество вариантов, которые можно получить, перебирая сочетания восьми партий из 40 имеющихся. Классическая формула числа сочетаний даёт результат в 7,7×107. Но если мы хотим оценить количество вариантов из сорока выставляемых кип среди 2100 имеющихся, то получим 6,5×1084. Очевидно, что расчёт характеристик качества и стоимости для подобного массива вариантов в полном объёме выполнить практически невозможно даже при использовании весьма мощного компьютера. Поэтому одной из научных задач, которая успешно выполнена коллективом учёных Ивановского политеха, стало обоснование алгоритма отсеивания заведомо нерезультативных вариантов. Созданная в ходе разработки компьютерная программа способна при заданных условиях выдать глобальный оптимум из восьми компонентов, содержащих сорок кип, в течение 8‑10 минут в зависимости от ситуации на складе.
Первый шаг в проектировании состава конкретной сортировки волокон состоит в задании требуемых значений количественных характеристик планируемой к производству пряжи, исходя из назначения пряжи и особенностей технологической линии, которую предполагается задействовать для изготовления пряжи. Основным шагом является автоматизированный перебор вариантов смесей из имеющегося на складе сырья, анализ приемлемости вариантов по установленным критериям и выбор оптимального варианта, имеющего наименьшую стоимость сырьевой составляющей и наименьшую величину интегрального отклонения расчётных значений всех проектируемых показателей качества пряжи от их требуемых значений (рис. 1).

Сущность работы программы (рис. 2) состоит в том, что каждое уравнение регрессии связано с одним из нейронов, на выходе которого генерируется величина рассогласования между требуемым и расчётным значением соответствующего проектируемого показателя качества пряжи ΔYi.
Нас интересовали рассогласования по классическим показателям качества пряжи, а именно:
· удельная разрывная нагрузка пряжи Ру, сН / текс;
· коэффициент вариации пряжи по разрывной нагрузке Ср, %;
· коэффициент вариации пряжи по линейной плотности Ст, %;
· число пороков на 1 г пряжи N;
· коэффициент использования нагрузки волокон в пряже, Кисп.

Величина рассогласования по i-му показателю определяется выражением:

где (Yтреб)i — требуемое значение i-го проектируемого показателя качества пряжи;
(Yрасч)i — расчётное значение i-го проектируемого показателя качества пряжи.
Отмечу, что найденное решение может быть более эффективным при применении технологий ИИ, аналогичных Alpha GO от Google Deep Mind или отечественных аналогов.
Первым примером применения принципов ИИ к управлению прядильным производством стала моя диссертационная работа «Автоматизированное проектирование и обеспечение качества продукции прядильного производства с использованием средств оперативного мониторинга», защита которой прошла ещё в 2011 году.
Приведём некоторые вводные установки для иллюстрации управляемого объекта. Технологическая линия переработки волокон в пряжу представляет собой потоковую систему, в которой должно быть достигнуто упорядоченное состояние каждого волокна в пряже. В моменте в сортировке волокон насчитывается порядка 1,5×1012 волокон. Волокна, изначально запрессованные в кипу с силой в 550 т, оказываются в непрерывно движущемся потоке, подвергаясь ударам, вибрации и раздирающим воздействиям, приводящим к выделению из комплексов одиночных волокон, к их очистке и распрямлению. Результатом целенаправленных действий является достижение заданного количества 120‑140 волокон в поперечном сечении по всей длине пряжи. Такое управляемое соотношение позволит получить пряжу высочайшего качества, пригодную для изготовления полотен любого ассортимента, удовлетворяющего не только практичным, но и самым утончённым потребностям. Базовые принципы воздействия на материальный поток при превращении волокон в пряжу не меняется десятилетиями. Меняется лишь степень совершенства этого воздействия, а в новейший период меняется степень «информированности» производственной системы о необходимости усилить или уменьшить необходимое воздействие в конкретной точке технологического процесса в зависимости от результата сопоставления данных о текущем и идеальном (желаемом, номинальном) состоянии. Такая возможность имеется уже сейчас благодаря наличию современных средств мониторинга (в том числе неразрушающего) и цифровым приводам у технологического оборудования.
Результаты теоретических и экспериментальных исследований, полученные в моей диссертации, позволили вывести интеллектуальный алгоритм установления критериев приёмки продуктов прядильного производства на различных производственных этапах по выбранным единичным показателям качества (ЕПК).
Операции установления критериев приёмки выполняются в соответствующих слоях нейронов нейронной сети (рис. 3) и включают сбор текущих данных; определение расчётных значений ЕПК по математическим моделям; определение номинальных значений ЕПК и расчёт доверительных интервалов.

В результате проведённого эксперимента и анализа выборочных данных построены математические модели, которые использованы в качестве нейронов первого слоя. Номинальные значения по каждому показателю устанавливаются в результате работы своей ветви нейронной сети (рис. 4).

Согласно предлагаемому алгоритму номинальное значение определяется как средневзвешенное значение из расчётных значений, сгенерированных нейронами. Причём весомости этих уравнений на стадии запуска нейронной сетки равны. На стадии функционирования сети весомости определяются на основании соотношения «сигнал — шум», которое численно равно коэффициенту вариации от неадекватности расчётных и фактических значений по предыдущим итерациям проектирования.
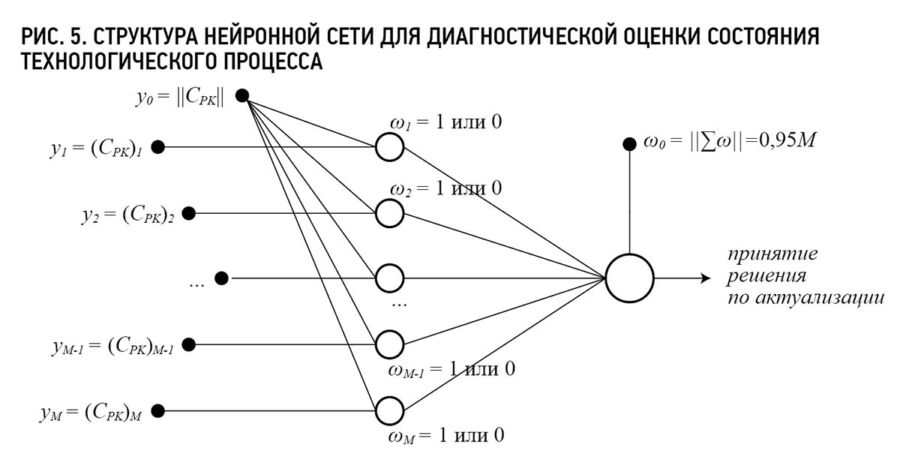
Совместный анализ индекса работоспособности по совокупности кластеров также проводится с помощью нейронной сети (рис. 5).
Интеллектуальный мониторинг в производственной среде
Среди зарубежных решений в области управления прядильным производством наиболее продвинутым в практическом плане является система Spider Web от компании Rieter (Германия). Согласно техническому описанию она не позиционируется как система искусственного интеллекта. Речь идёт об экспертной поддержке принятия решений и модульной системе интеллектуального мониторинга, охватывающего всю производственную среду:
· индивидуальный мониторинг каждого веретена;
· мониторинг климатических параметров в помещении;
· мониторинг потребления энергии на единицу выпускаемой продукции;
· модуль поиска неисправностей с рекомендациями по настройке ленточных и прядильных машин;
· модуль сигнализации о выходе за установленные требования;
· модуль формирования мобильных отчётов;
· бортовой компьютер для отображения наиболее важных производственных данных на уровне прядильной фабрики;
· удобный интерфейс и представление данных пользователю.
Анализируя имеющиеся наработки в области управления прядильным производством, необходимо отметить диссонанс научных разработок и производственных решений с современным уровнем развития технологий ИИ, который демонстрируют отечественные IT-лидеры (Яндекс, Сбер, Мэйл Групп). Это убеждает в необходимости, перспективности и технической возможности перехода на новый уровень управления таким сложным потоковым производством, как получение пряжи.
Видение будущего прядильной фабрики состоит в преимущественно автономной системе, которая способна самостоятельно принимать решение о запуске в производство конкретного сырья, об оптимальных параметрах исполнительных механизмов на всех этапах производственного процесса с учётом данных о текущем качестве сырья, полуфабрикатов и пряжи.
В заключение считаю уместным привести цитату председателя правительства Российской Федерации М. В. Мишустина из его выступления в Координационном центре правительства 26 сентября 2023 года: «Продукты на основе искусственного интеллекта помогают повысить эффективность целых секторов экономики, вывести их на качественно новый уровень. Их широко применяют для анализа данных, прогнозирования, оптимизации процессов, автоматизации на производствах, запуска удобных и полезных сервисов для граждан и предпринимателей. Нам очень важно, чтобы они создавались у нас в России. Это необходимо для обеспечения независимости от иностранных поставщиков, укрепления безопасности нашей страны. И, конечно, это откроет дополнительные возможности как для людей, так и для бизнеса».





